
 您的位置:
您的位置:
服务热线
86-512-52674348
吸塑成型工艺是一种胶片热成型加工方法,把热塑性母粒经过胶片挤出机,做成热塑性塑料片材。塑料片材是作为吸塑制品的原料,将其加热软化后,借助片材两面的气压差或机械压力,使其变形后贴服在预先制作好的模具轮廓面上,通过空气或冷却介质进行冷却定型,经过裁切修整后完成吸塑制品的过程。
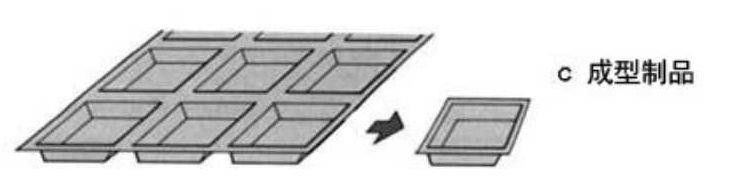
吸塑包装机产品结构
其主要构造是由给料、拉料、上下电加热炉、下闸、多功能可调尺寸、下模盘、上模、上闸、刀闸、切片、放片及配以真空装置等构成;以气动装置为主动力源,其拉片、送片采用电动、减速器,时间继电器,中间继电器,行程开关等电器组成全自动控制系统。
吸塑机对控制系统的要求是保证操作方便、机械动作和温度控制精度高、生产时间短、在同等生产条件下尽可能节约机械的耗电量。
吸塑工艺基本配置图
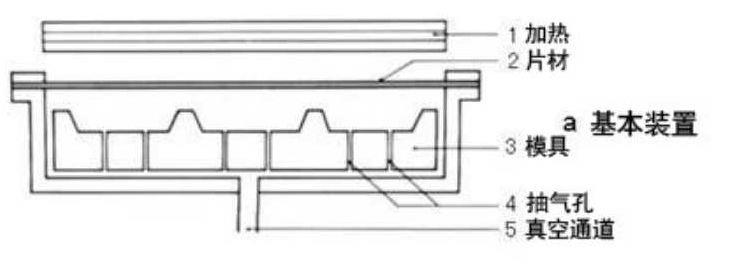
上胶片加热后真空抽气,形成压力差,胶片贴服与模具的成型面

冷却定型后经过裁切修整完成制品
吸塑加工工艺要点
脱模斜度
为了能够顺利脱模,模具侧面必须具有一定的倾斜度。在脱模方向上,模具侧面的倾角被称为脱模斜度。脱模斜度应该取得尽可能大,脱模斜度越大,脱模越快,成型周期越短,而且在脱模的过程中制品变形的可能性小,脱模斜度一般大于1度。江之源公司在经过多年的实验和研发,已经突破了O度脱模的吸塑技术难题,为吸塑制品的应用开拓了一条全新的方向。
宽高比对吸塑的影响
模具宽度与深度的比值通常称为宽高比。 一般来说,因为凸模可对片材有拖拽和预拉伸作用,所以用凸模成型时的宽高比可以小些,但不能小于1.用凹模成型的宽高比通常不小于1.4.

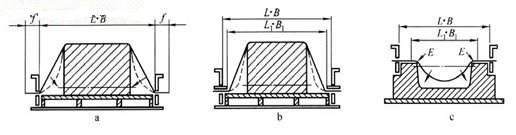
吸塑的宽高比
成型面积与产品面积
成型面积指的是夹持框内部的长宽面积范围;产品面积指的是成型过程中发生牵引拉伸的面积,它主要依赖于吸塑制品的规格大小。在加热过程中,需要对拉伸部分进行加热,其拉伸的范围较大,对于加热量较少的非产品面积,拉伸量也较少。需注意加热不均匀,也会造成在成型冷却后收缩不均匀而使吸塑制品变形的问题。
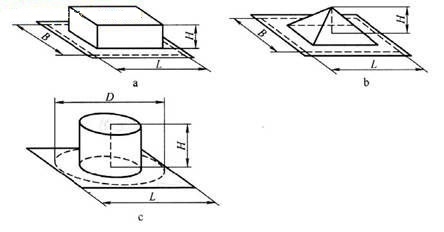
L*B 为成型面积, L1*B1 为产品面积
排气面、排气孔、排气槽
在真空成型过程中,加热的胶片与模具间形成一个密封的空间,在真空抽气的情况下,需要把密闭空间中的留存空气排空,必须在模具中设计相应的排气孔和排气槽。排气孔的大小在保证排气的功能后,请尽量设计较小的孔径,否则会在制品表面留下明显的气孔,影响外观。
通过真空抽气装置可把空气快速的排出,因此在吸塑过程中,需要保证吸塑设备的真空系统能保持足够的真空量,以保证胶片加热软化后,能有足够的真空吸力是胶片能够全贴服在模具表面上;另一方面,需要对排气孔、排气槽等通道系统保持通畅状态,避免因异物堵塞导致真空度减低,造成吸塑成型不到位。
吸塑成型的收缩变形
在吸塑生产过程中,会经常出现产品收缩变形的情况,针对不同的情况需要进行特别处理。在经过加热成型后,冷却阶段通过模具定型和保持真空量,可以使吸塑产品的尺寸不会发生太大的变化,但是脱模后由于温度的变化,尺寸会发生一定的收缩变形,而且会随着时间的增大收缩变形会更大。成型24小时后,收缩情况基本稳定,这时测量的尺寸较为精确。
一次性注射器全自动吸塑包装机的详细描述:
该全自动吸塑包装机主要适用于一次性医疗产品(一次性注射器、输液器、医药),食品,纺织,玩具和牙刷等的高速自动包装。

一次性注射器全自动吸塑包装机特点:
1、本机适用于软式包装和硬型包装
2、可配备打印设备(可直接打印文字和图形)
3、易于控制,触摸屏 4、可延长模具,可包装大型和长条产品
5、一次性成型,适合大规模生产
6、通过改变模具可生产不同类型的产品
7、整机使用不锈钢和铝合金材质,从而确保清洁抑菌
8、电动气动元件使用进口三菱,欧姆龙,SMC等,真空泵由BECKER提供,运作良好,故障率极低
9、余料收集装置